BURR-FREE IN METAL LASER CUTTING
In metal laser cutting process, the parts of sheet metals off-loaded by operators. From that point, cut pieces are gotten out of the nest to disclose clean edges and the sheets are prepared for the following task. It isn’t looking perfect. Very evident, be that as it may, burrs will remain. Such imperfections remain, its power may fluctuate from minor to major, but it can be avoiding from such burrs by modifying the laser cutting parameters accurately. To find the best laser cutting settings, we need to think about the laser cutting procedures in which help gas and workpiece changed in accordance with make the ideal cut edges.


which parameter to change must set in laser cutting,
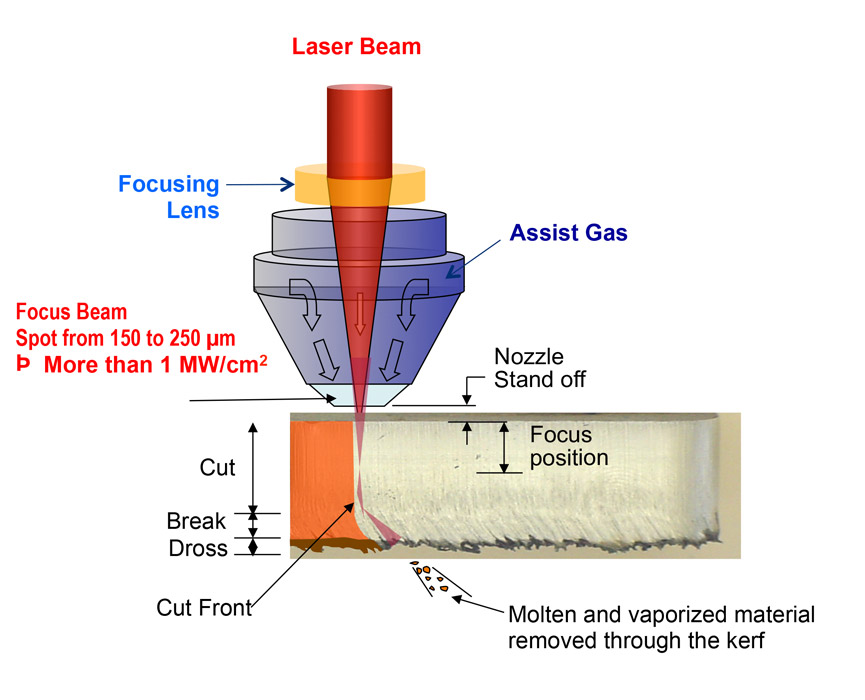
For the most part, the modern laser cutting machine controls the laser beam specifications. Adjusting the correct laser focus is a very important parameter that has a great impact on the quality of laser cutting. In order to match the true focus position on the workpiece for each lens, automated machine and operators usually check the ample number of parameters that includes beam delivery system, beam alignment, centering the nozzle, and precisely focusing the position and calibrating the nozzle. Under a few conditions, over flushing can happen, if focus spot is set too high in the cut and it can leave spiky dross, while too low profile can lessen the cutting velocity, leaving beads.
Other parameters in metal laser cutting process include gas pressure, laser frequency duty, nozzle stopping and cutting frequency. In new metal laser cutting machines, the maximum parameters are automated. This simply indicates that the gas pressure, position of focus and cutting speed are adjusted by the laser technician. Some of them may do something that is necessary to do the job and forget about setting the parameters in the correct order.
If a laser technician seen a burr at the bottom of the stainless steel, first of all he will reduce the laser cutting speed, because with the speed of its perception, the cutting speed is very high and the problem is caused. But after speed is reduced, the operator generally finds a larger burr. Therefore, it depends on how the beam, gas and materials interact.
 How are burrs formed in laser cutting process?
How are burrs formed in laser cutting process?
the exceptional vitality rose out of laser beam brings the metal over its softening point and in this situation, metal surpasses the liquefying temperature. In laser cutting process, an assist gas (like nitrogen or oxygen) removes the metal from the kerf. While using nitrogen, the laser cutting procedure to completely depends on the beam’s energy to melt the metal. But if oxygen assist gas is used to cut the carbon steel, hot metal interacts with oxygen gas which creates an exothermic reaction and adds heat.
In both laser cutting process, burrs are created due to molten metal which solidifies before it can be removed. That solid material becomes tougher at the bottom of the kerf, forming a burr.
Progression of the gas in different metal laser cutting
Especially, when it is worried about nitrogen gas, you must consider efficiency, quality, and cost, separately. Nitrogen gas in not cheap, so it is imperative to control the utilization of the gas while laser cutting. Thus, the primary cutting parameter that ought to be considered is to limit the nozzle diameter.
It should be noticed that, nozzle size has a major effect. If it is expanded by a factor of 2, the flow rate of the gas will increase by a factor of 4. When you choose the smallest diameter then you can determine the minimum pressure required to get a good quality of laser cutting with no burrs.
Slower laser cutting speed doesn’t mean better quality
The ‘smaller and lower’ logic for nozzle diameter and gas pressure doesn’t apply to cutting speed. So, when you slow the laser cutting speed, you end up injecting more heat than required in the kerf and temperature also rises and causes vaporization that disturbs the gas flow. So, this disturbance creates more burrs and you make the quality worse instead of making it better.
But, you can save the material from burrs by precisely increasing the laser cutting speed. This increase in speed would minimize the heat and the ablation while restoring the gas flow dynamics to its appropriate state.
The last word,
You should check all parameters set for achieving clean cut edge and avoid burrs. It highly depend on the gas specification and the laser beam parameters. Therefore, burr-free laser cutting is all about making sure that the beam parameters and gas dynamics work proportionally together to assure that the correct amount of molten metal evacuates from the kerf and the assist gas work simultaneously.